প্রধান উপাদান
1. হেড মেকানিজম,
2আট গর্তের ডিস্ট্রিবিউটর,
3. টেইল মেকানিজম,
4. শীতল সিস্টেম,
5. নিউম্যাটিক ডিমোল্ডিং এবং ইনগট টার্নিং প্রক্রিয়া
পণ্যের পরামিতি
| কারিগরি বিবরণ | |
| সরঞ্জাম মডেল | SL06- Q2B-S-B-8/20 |
| বার্ষিক ক্ষমতা | ৩০০০ টন |
| চুলার কাঠামো | দুই-দেহ সমন্বিত চুলা ((একটি গলন চুলা এবং একটি হোল্ডিং চুলা) |
| যন্ত্রপাতি ও যন্ত্রপাতি | 6 |
| কাস্টিং রডের ব্যাসার্ধ | φ8mm~φ20mm |
| ঊর্ধ্বমুখী গতি | 0~2600mm/min |
| উপরের দিকে পিচ | 3~6 মিমি নিয়মিত |
| ট্র্যাকশন ফ্রিকোয়েন্সি | 0~800/মিনিট |
| ট্র্যাকশন পদ্ধতি | একক সার্ভো মোটর ট্র্যাকশন |
| বার্ষিক কাজের সময় | ৭৯২০ ঘন্টা |
| কয়েল স্পেসিফিকেশন গ্রহণ করুন | φ900×φ1550×800 (মিমি) |
| গ্রহণের ওজন | ≤3000kg |
| নামমাত্র ভোল্টেজ | ৩৮০ ভোল্ট, ৫০ হার্জ |
| ইনস্টল করা ক্ষমতা | ৩২৫ কেভিএ |
| তামার গলিত গতি | ৪০০ কেজি/ঘন্টা |
| সর্বাধিক শক্তি | ১৮০-২০০ কিলোওয়াট |
| এক টন তামার রডের জন্য খরচ | 1) বিদ্যুৎঃ≤350kWh/t |
| 2) কাঠের কয়লাঃ≤15kg | |
| গ্রহণ পদ্ধতি | স্বয়ংক্রিয় রোলিং এবং ক্রসিং |
| উপাদান ফিড | বৈদ্যুতিক ক্যান্টিলিভার দ্বারা ক্যাথোড প্লেট ফিড |
| উর্ধ্বমুখী ঢালাই সিস্টেমের ড্রাইভ পদ্ধতি | এটি এসি সার্ভো মোটর এবং যথার্থ গ্রহ গিয়ার হ্রাসকারীর মাধ্যমে চালিত হয়। শক্ত জয়েন্ট শ্যাফ্টটি ট্যাকশন রোলারকে ফিট দ্বারা চালিত করে।ট্র্যাকশন রোলস অবিচ্ছিন্নভাবে ইন-ফেজ গিয়ার বেল্ট দ্বারা চালিত হয়. |
| উপরের দিকে ঢালাই তামার রডের ক্ল্যাম্প পদ্ধতি | বায়ুসংক্রান্ত সিলিন্ডার দ্বারা চাপানো |
| সার্ভো মোটরের নিয়ন্ত্রণ পদ্ধতি | টাচ স্ক্রিন দ্বারা নিয়ন্ত্রিত |
| চুলা বৈদ্যুতিক অপারেশন | বৈদ্যুতিক ভোল্টেজ নিয়ন্ত্রক (তিন-ফেজ ভারসাম্য সহ) |
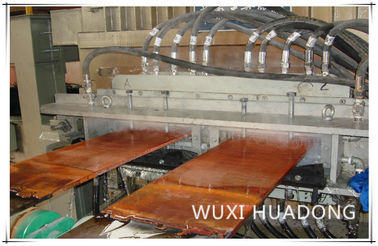
পণ্যের বর্ণনা
আপ ওয়ার্ড ক্রমাগত কাস্টিং মেশিন একটি নতুন প্রযুক্তি যা অক্সিজেন মুক্ত তামার রড, টিউব এবং পুনরায় ভিজা দৈর্ঘ্যে সমতল বিললেট উত্পাদন করে।lts অক্সিজেন মুক্ত তামার রড এবং প্রোফাইল উত্পাদন এবং উচ্চ পরিবাহিতা এবং
এই নতুন পদ্ধতিতে মূলধন বিনিয়োগ কম, কাজ করা সহজ, উৎপাদন ক্ষেত্রে অর্থনৈতিক।
উৎপাদন, উৎপাদন আকার পরিবর্তন করার ক্ষেত্রে নমনীয়তা, কোনো প্রবৃদ্ধি নেই।
তামার ক্যাথোড (প্যানেল) →ইন্ডাকশন ফার্নেস ((তামার গলানো→নির্মূলকরণ→গলিত তামার ধারণকারী) →গোলাই
যন্ত্রপাতি ছাঁচনির্মাণ রড (রৌপ্য ক্রস্টালাইজ এবং solidify) → গ্রহণ → বিক্রয় উত্পাদনবা পরবর্তী প্রক্রিয়া জন্য।
Ⅰসরঞ্জামের প্রধান প্রযুক্তিগত পরামিতি
| 1 | গলন চুলা: | |
| 1.1 | চুলার মোট ক্ষমতা | 5.0T |
| 1.2 | চুলার কার্যকরী ক্ষমতা | 2.৫টি |
| 1.3 | চুল্লি ভোল্টেজ | ৩৮০ ভোল্ট |
| 1.4 | চুলা শক্তি | ৬০০ কিলোওয়াট |
| 1.5 | গলনের হার | ২ টন/ঘন্টা |
| 1.6 | ক্ষতিপূরণের পর পাওয়ার ফ্যাক্টরঃ | 0.৯৫-১।0 |
| 1.7 | ইন্ডাক্টরের ধাপের সংখ্যা এবং সংযোগের মোডঃ |
এক-ফেজ সিরিজ সংযোগ |
| 1.8 | ট্রান্সফরমারের নামমাত্র ক্ষমতাঃ |
৯০০ কেভিএ ওয়াটার কুলড অটোট্রান্সফরমার (৩৮০ ভোল্ট ইনকামিং লাইন, তিন ফেজ, |
| 1.9 | কয়েল কুলিং মোডঃ | জল শীতলকরণ |
| 1.10 | ঠান্ডা পানি খরচঃ | ৫ মিটার3/h |
| 1.11 | চুলার সর্বোচ্চ তাপমাত্রাঃ | ১৫০০°সি |
| 2 | হোল্ডিং ফার্নেস বিভাগ |
|
| 2.1 | চুলার কার্যকরী ক্ষমতাঃ | 4.0T |
| 2.2 | কার্যকরী ঢালাই ক্ষমতাঃ | ৮৫ ডিবি এর কম |
| 2.3 | নামমাত্র ভোল্টেজঃ | ৩৮০ ভোল্ট |
| 2.4 | নামমাত্র শক্তিঃ | ২৫০ কিলোওয়াট |
| 2.5 | ট্রান্সফরমারের নামমাত্র ক্ষমতাঃ |
৪০০ কেভিএ ওয়াটার কুলড অটোট্রান্সফরমার ৩৮০ ভোল্ট ইনকামিং লাইন, তিন ফেজ, লোড ছাড়াই স্টেপ ভোল্টেজ নিয়ন্ত্রক) । |
| 2.6 | ক্ষতিপূরণের পর পাওয়ার ফ্যাক্টরঃ | 0.৯৫-১।0 |
| 2.7 | তাপমাত্রা নিয়ন্ত্রণের নির্ভুলতাঃ | ±8°C |
| 2.8 | চুলার সর্বোচ্চ তাপমাত্রাঃ | ১৩০০°সি |
| 2.9 | কয়েল কুলিং মোডঃ |
জল শীতলকরণ |
| 3 | ছাঁচ | |
| 3.1 | প্রস্থ | ৩৩০-৫০০ মিমি |
| 3.2 | ঘনত্ব | ১৬-২০ মিমি। |
| 3.3 | উপাদান | 1Cr18Ni9Ti স্টেইনলেস স্টীল, তামার বুশ দিয়ে আচ্ছাদিত (T2 তামার তৈরি) |
| 4 | সেকেন্ডারি কুলিং ডিভাইস | |
| 4.1 | পানি খরচঃ | 3 মি 3/ঘন্টা |
| 4.2 | পানির চাপঃ | 0.২-০.৩ এমপিএ |
| 5 | টাকা তোলার মেশিন | |
| 5.1 | সর্বাধিক ধাক্কা এবং টান শক্তিঃ | ৫০ কেএন |
| 5.2 | গতি: | গতি: |
| 5.3 | সর্বনিম্ন স্ট্রোক পরিসীমাঃ |
0.১ মিমি |
| 5.4 | সর্বাধিক স্ট্যান্ডবাই সময় | 0.01S |
| 5.5 | এসি সার্ভো মোটরঃ | সিমেন্স মোটর (11KW) |
| 5.6 | মোটরের নামমাত্র ঘূর্ণন গতিঃ | 3000r/মিনিট |
| 5.7 | স্ট্যাটিক টর্কঃ | △Tw= 60K Mo (60 এ) 70N-M |
| 6 |
ডাবল-বিলেট হাইড্রোলিক উপরের শিয়ারিং মেশিনঃ
|
|
| 6.1 | শিয়ারিং ফোর্সঃ | ৬০০ কেএন |
| 6.2 | কাটার বেধঃ | ২০ মিমি |
| 6.3 | কাটার প্রস্থঃ | ৫০০ মিমি |
| 6.4 | কাটার গতিঃ |
০-৫ মিমি/সেকেন্ড |
| 6.5 | শিয়ারিং স্ট্রোকঃ | ৮০ মিমি |
| 6.6 | শিয়ারিং মেশিনের সর্বাধিক টার্চঃ | ২০০ মিমি |
| 7 | কোয়েলার মেশিন ইউনিট | |
| 7.1 | শক্তিঃ | 5.৫ কিলোওয়াট |
| 7.2 | ঘূর্ণন গতিঃ | 1420r/min |
| 7.3 | কোলারের স্থানচ্যুতির স্ট্রোকঃ | ৮০০ মিমি |
| 8 | হাইড্রোলিক স্টেশন | |
| 8.1 |
গলন চুলা এবং স্ট্যান্ডিং চুলা জন্য হাইড্রোলিক স্টেশন মোটর শক্তিঃ
|
২× ৭.৫ কিলোওয়াট |
| 8.2 | উত্তোলন মেশিনের জন্য হাইড্রোলিক স্টেশনের মোটর শক্তিঃ | ২× ৭.৫ কিলোওয়াট |
| 8.3 | ঊর্ধ্ব শিয়ারিং মেশিনের জন্য হাইড্রোলিক পাম্পের মোটর শক্তিঃ |
২× ১১ কিলোওয়াট
|
| 8.4 | কয়েলারের জন্য হাইড্রোলিক পাম্পের মোটর শক্তিঃ | ২×৭.৫ কিলোওয়াট |
Ⅱ. প্রক্রিয়া
Burdening (Returns should be baled) → Smelting furnace → Chemical analysis → Heating up the sealed launder → Crystallizer → Primary cooling → Secondary cooling → Withdrawal machine → Shearing machine →Coiler
প্রক্রিয়া নথি অনুযায়ী কাঁচামাল নির্বাচন করুন, ধাতব উপাদানের গলন পয়েন্ট, চুলা লোড অনুপাত অনুযায়ী খাওয়ানোর পদ্ধতি নির্ধারণ করুন,এবং অক্সাইডেশন জ্বলন ক্ষতির অসুবিধা, এবং গলন চুলা মধ্যে কাঁচামাল লোড; গলন সময়, চুলা মধ্যে আবরণ এজেন্ট একটি নির্দিষ্ট বেধ যোগ করুন, যা সময়মত সম্পূরক করা হবে;যখন চুল্লি ভিতরে গলিত তামা ট্যাপ তাপমাত্রা পৌঁছায়, ল্যাবরেটরি পরীক্ষার চুল্লি ভিতরে গলিত তামার গঠন; ট্যাপিং আগে, সম্পূর্ণরূপে গলিত তামার মধ্যে clinkers পরিষ্কার; প্রতিটি চুল্লি ট্যাপিং পরে,প্রায় ৮০০ কেজি গলিত তামা চুলার ভিতরে রাখাগলিত তামা (গলিত এবং গলানোর চেম্বারে ভালভাবে সামঞ্জস্য করা) সিলড ওয়াশিং মেশিনের মাধ্যমে স্ট্যান্ডিং ফার্নে স্থানান্তর করুন, গলিত তামার তাপমাত্রা নিয়ন্ত্রণ করুন,ঢালাইয়ের তাপমাত্রায় এবং একটি নির্দিষ্ট স্তরের পরিসরে ভাঙা তামারকে আভ্যন্তরীণ চুল্লিতে রাখাস্তরের কার্যক্রমের অধীনে, গলিত তামাটি স্ফটিকের মধ্যে প্রবাহিত হয়, এবং স্ফটিকের মাধ্যমে প্রাথমিক শীতলতার মাধ্যমে প্লেট-টাইপ তামার বিললেটগুলিতে স্ফটিক হয়।ক্রমাগত অঙ্কন দ্বারা প্রত্যাহার মেশিন অধীনে, প্রয়োজনীয় আকৃতির প্লেট বিললেট গঠিত হয়। দ্বিতীয় শীতল সিস্টেম প্লেট বিললেট আউটলেট ইনস্টল করা হয়, এবং শীতল জল প্রবাহ হার নিয়ন্ত্রিত হয়।এই নিয়ন্ত্রণ ব্যবস্থা গ্রহণের প্রধান উদ্দেশ্য হল স্ফটিকীয়তা তাপমাত্রা নিশ্চিত করা এবং প্রক্রিয়া পরামিতিগুলির স্থিতিশীলতা নিশ্চিত করাপণ্যের গুণমান নিশ্চিত করার জন্য, স্ট্রিপ বিলেটটি ড্র্যাগারের মাধ্যমে প্রত্যাহার করা হয়, এবং ড্র্যাগারের দ্বারা টানা, বন্ধ এবং বিপরীত ধাক্কা দেওয়ার সময়টি অবিচ্ছিন্নভাবে নিয়ন্ত্রিত হয়।বিভিন্ন উপকরণ অনুযায়ী সর্বোত্তম নিয়ন্ত্রণ পরামিতি নির্ধারণ এবং সময়মত সামঞ্জস্য করা উচিত, বিভিন্ন স্পেসিফিকেশন এবং পৃষ্ঠের মানের শর্তাবলী। অঙ্কন পিএলসি প্রোগ্রাম দ্বারা নিয়ন্ত্রিত হয়, অঙ্কন, স্টপ, এবং বিপরীত ধাক্কা চক্রীয় কর্ম উপলব্ধি।
![]()
![]()
![]()
Ⅲ. স্পেসিফিকেশন
1. কাস্টিং স্পেসিফিকেশনের ধরন
* উত্পাদন বৈচিত্র্যঃ তামা ভিত্তিক খাদ ((Cu-Ni) স্ট্রিপ
2. সমাপ্ত পণ্য রোলের স্পেসিফিকেশন
2.১ বিলিটের সংখ্যাঃ ১টি স্ট্রিপ
2.২ বিললেট প্রস্থঃ ৩৮০ মিমি-৫০০ মিমি
2.3 বিল্ট বেধঃ 60mm
2.4 কয়েল এর অভ্যন্তরীণ ব্যাসার্ধঃ ন্যূনতম Φ 600-800mm
2.5 রোলের বাইরের ব্যাসার্ধ: সর্বোচ্চ Φ1800mm
2.6 সর্বাধিক কয়েল ওজনঃ সর্বোচ্চঃ 6000kg
3. বিল্টের বেধের পার্থক্যের গ্যারান্টিযুক্ত মান
3.1 বিল্টের তির্যক বেধের পার্থক্যঃ <0.75mm_0.3 (মোল্ডের পরিবর্তন করার পরে)
3.2 বিল্টের দৈর্ঘ্যগত বেধের পার্থক্যঃ <0.3 মিমি (মোল্ড পরিবর্তন করার পরে)
3.3 গলন চুলা দ্বারা গলনের জন্য গড় শক্তি খরচঃ 250-380kwh/t
3.4 হোল্ড ফার্নে তাপমাত্রা সংরক্ষণের জন্য গড় শক্তি খরচঃ 50-80kwh/t
3.5 সর্বোচ্চ ঠেকা ও টেনে নেওয়ার শক্তিঃ ৫০ কেএন
3.6 ধাক্কা এবং টান গতি পরিসীমাঃ 1.5-70mm/ সেকেন্ড
3.7 গড় সর্বোচ্চ ঢালাই গতিঃ 300mm/min
3.8 হাইড্রোলিক শিয়ার এর সর্বাধিক কাটিয়া শক্তিঃ 600KN
3.9 রোলারের রোলিং গতিঃ ৭৫০ মিমি/মিনিট
Ⅳ. সরঞ্জামের অংশের তালিকা
| না, না। | সরঞ্জামের নাম | ইউনিট | QTY |
| 1 | লাইন ফ্রিকোয়েন্সি ইনডাকশন ফিউজিং ফার্নেস (ফিউজিং গ্রুভ এবং আস্তরণের বিল্ডিং উপাদান সহ) | সেট | 1 |
| 2 | লোহার কোর, জল জ্যাকেট এবং গলন চুল্লির রোল | সেট | 1 |
| 3 | টন্ডিশ | সেট | 1 |
| 4 | লাইন ফ্রিকোয়েন্সি ইন্ডাকশন হোল্ডিং ফার্নেস (গলানোর খাঁজ এবং আস্তরণের বিল্ডিং উপাদান সহ) | সেট | 1 |
| 5 | লোহার কোর, জল জ্যাকেট এবং ধারণকারী চুলার কয়েল | সেট | 1 |
| 6 | বিল্ডিং আস্তরণের জন্য ছাঁচ | সেট | 1 |
| 7 | স্ফটিক | সেট | 2 |
| 8 | গ্রাফাইট ছাঁচ | সেট | 1 |
| 9 | ক্রিস্টালাইজারের সিলিং স্টিলের ছাঁচ | সেট | 1 |
| 10 | ডামি বার (স্টেইনলেস স্টীল থেকে তৈরি) | সেট | 1 |
| 11 | ভুয়া প্লেট | সেট | 1 |
| 12 | ক্রিস্টালাইজারের জন্য শীতল জল বিতরণ ডিভাইস | সেট | 1 |
| 13 | সেকেন্ডারি কুলিং ডিভাইস | সেট | 1 |
| 14 | টাকা তোলার মেশিন | সেট | 1 |
| 15 | হাইড্রোলিক ফলো-আপ শিয়ারিং মেশিন | সেট | 1 |
| 16 | কোরবিহীন কয়েল | সেট | 2 |
| 17 | গলন চুলা জন্য জল-শীতল তারের | সেট | 1 |
| 18 | জলবাহী সিস্টেম | সম্পূর্ণ সেট | 1 |
| 19 | বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থা | সম্পূর্ণ সেট | 1 |
| 20 | গলন চুলা জন্য নিয়ন্ত্রক ট্রান্সফরমার (অ-লোড, ধাপে ধাপে) | সেট | 1 |
| 21 | চুলা রাখার জন্য নিয়ন্ত্রক ট্রান্সফরমার (অ-লোড, ধাপে ধাপে) | সেট | 1 |
| 22 | গ্যাস সুরক্ষা ডিভাইস | সেট | 1 |
| 23 | পৃষ্ঠ তাপমাত্রা থার্মোমিটার | সেট | 1 |
| 24 | মেশিন ইউনিটের জন্য বিশেষ সরঞ্জাম |
প্যাকেজিং ও শিপিং
![]()
![]()
প্রায়শই জিজ্ঞাসিত প্রশ্ন
1. আমরা কে?
আমরা ১৯৯৮ সাল থেকে চীনের জিয়াংসুতে অবস্থিত।
2. আমরা কিভাবে গুণগত মানের গ্যারান্টি দিতে পারি?
সর্বদা একটি প্রাক-উত্পাদন নমুনা ভর উত্পাদন আগে;
চালানের আগে সর্বদা চূড়ান্ত পরিদর্শন;
3. আপনি আমাদের কাছ থেকে কি কিনতে পারেন?
ধাতু ও ধাতুবিদ্যার যন্ত্রপাতি,ইস্পাত ধারাবাহিক কাস্টিং মেশিন,ইস্পাত উত্পাদন ইপিসি,ধারাবাহিক কাস্টিংয়ের খুচরা যন্ত্রাংশ
4. কেন আপনি আমাদের কাছ থেকে কিনবেন অন্য সরবরাহকারীদের কাছ থেকে নয়?
আমরা ইঞ্জিনিয়ারিং পরামর্শ,ইঞ্জিনিয়ারিং এবং সরঞ্জাম নকশা,উপাদান এবং সরঞ্জাম সরবরাহ,ইপিসি প্রকল্পের সাধারণ চুক্তি,প্রক্রিয়া ব্যবস্থাপনা সেবা এবং প্রশিক্ষণ.
5. আমরা কি ধরনের সেবা দিতে পারি?
গ্রহণযোগ্য ডেলিভারি শর্তঃ FOB,CFR,CIF,FCA,DAF;
গ্রহণযোগ্য অর্থ প্রদানের মুদ্রাঃ ইউএসডি,ইউআর,সিএনই;
গ্রহণযোগ্য অর্থ প্রদানের ধরনঃ টি/টি, এল/সি, ডি/পি ডি/এ।